 Доступний український переклад.
Доступний український переклад.
Спортивна високоточна стрільба в Україні оживає після вимушеної перерви. Активність стрільців — як ветеранів, так і новобранців — настільки висока, що змагання і турніри тепер проводяться навіть в несприятливих зимових умовах. Конкуренція помітно загострилася, так само як і «перегони озброєнь».
Статистика свідчить: щоб претендувати на призові місця, заводської гвинтівки середнього класу в «старому доброму» .308-му калібрі вже недостатньо. Відповідно, серед прихильників високоточної стрільби почав формуватися попит на так звану «кастом»-зброю, тобто створену на замовлення та за специфікаціями самого стрільця. Паралельно дуже гостро постало питання «перествола» — заміни бюджетного або зношеного заводського ствола гвинтівки на новий більш високого класу (і часто — в іншому калібрі). Добре, що в Україні нарешті з'являються компанії, які спеціалізуються саме на такому сервісі. Однак горезвісна проблема вибору, яка у галузі високоточної зброї і так не полегшує життя, у випадку зі стволами зведена в «надцятий» ступінь. Тут існує така кількість вірувань, легенд, міфів і анекдотів, що навіть просто зустріти двох стрільців зі схожими поглядами — це вже реальне везіння. Трапляється таке дуже рідко, тому в словесних баталіях на тему стволів в Інтернеті стоптана не одна клавіатура. А віз (тобто, ствол) — і нині там. Адже на моїй гвинтівці його вже давно пора замінити... Що ж, у тих областях, де у мене немає власного досвіду, я віддаю перевагу набиратися розуму на чужому. Насамперед заокеанському, тим паче в США заміна ствола на матчевій гвинтівці є для будь-якого стрільця справою повсякденною та звичною. Оскільки стволових виробництв в цій країні більше, ніж в усьому іншому світі, то і інформації на цю тему в англомовній збройовій пресі публікується достатньо — на відміну від нашої вітчизняної. В дану статтю увійшли результати моїх досліджень на практичну тему «як вибрати кучний ствол», а також підсумки більш глобального дослідження — про те, які саме фактори впливають на кучність бою ствола, як вони це роблять, і чому так відбувається. Список публікацій, які здалися мені найбільш корисними, наведено в кінці статті.
Що нам варто ствол створити?
Створення нарізного ствола для довгоствольної зброї (гвинтівки) являє собою складну інженерну задачу. Однак вона була успішно вирішена ще в 1500-х роках зброярами славного німецького міста Нюрнберга. З тих пір нарізні стволи в стрілецьку зброю прийшли на зміну гладкоствольним — і поки що не збираються йти зі сцени. Отже, загальновідомо, що виробництво стволів має кілька основних етапів, знання і розуміння яких важливо для подальшого обговорення. А це: 1) вибір сталі та її термічна обробка; 2) глибоке свердління заготовки; 3) розгортання та хонінгування; 4) формування нарізів; 5) хонінгування і доведення; 6) формування контуру, надання габаритів; 7) розгортання патронника і установка ствола в гвинтівку. На папері все виглядає досить просто. Проте в реальності всі ці етапи вимагають застосування як особливих технологій і обладнання, так і великого досвіду і глибоких знань майстра, котрий ними користується. Адже досить йому «схалтурити» на будь-якому з них, і про дійсно кучну стрільбу з такого ствола можна буде навіть не мріяти! Отже, варто розглянути кожен етап більш докладно.
Стволові сталі та як їх вибирати
За словами зброяра Джеффрі Кобла, з точки зору матеріалознавства ствол являє собою, насамперед, ємність високого тиску. При пострілі сталі ствола доводиться витримувати жахливі миттєві навантаження (аж до 4000 кг/см2!) і переносити їх на протязі багатьох сотень, а то і тисяч пострілів, утримуючи і направляючи величезну руйнівну силу порохових газів на розгін кулі по каналу ствола, а не на інші деструктивні дії.  Стрілецький спорт — хобі витратне. Стріляєте ви PRS або F-Class, рано чи пізно у вас виникне необхідність змінити ствол
Стрілецький спорт — хобі витратне. Стріляєте ви PRS або F-Class, рано чи пізно у вас виникне необхідність змінити ствол
Для такої складної задачі підійде не будь-яка пересічна сталь, проте марок збройової сталі існує досить багато. Тут потрібно знати, що в сучасному виробництві стволів виділяють два класи сталей, які радикально відрізняються за своїми властивостями: так звана «чорна», тобто хром-молібденова сталь (марок 4140, 4150, 4340), і «нержавійка», стійка до корозії мартенситна сталь з високим вмістом хрому і деяким відсотком сірки (марки 416). Яка з них краще — вічне питання, відповідати на яке можна по-різному. До переваг стволів з «нержи» відносяться: простота догляду за ними, їх довговічність, точність, а також низький процент забруднення продуктами пострілу (міддю). За свідченнями зброярів, нержавіючі стволи починають стріляти максимально кучно відразу ж після обкатки, в той час як «чорні» виходять на оптимальну кучність поступово, іноді по досягненні 500-1000 пострілів. У той же час вважається, що при правильному і регулярному догляді «чорний» ствол втрачає кучність по мірі настрілу повільніше, причому процес її погіршення буде поступовим — знятий з матчевої гвинтівки, такий ствол ще можна буде зробити тренувальним або мисливським. А ось стволи з нержавіючої сталі «вмирають» набагато швидше — іноді прямо посеред важливого матчу, — і «оживити» їх після цього вже не виходить.  Статистика свідчить, що сьогодні переважну більшість штучних високоточних стволів виготовляють з нержавіючої сталі марки 416. У той же час в масовому збройному виробництві застосовується головним чином «чорна» сталь, оскільки методи її обробки дозволяють випускати готові стволи набагато швидше. Тому не дивно, що готова заводська гвинтівка найчастіше купується з рідним «чорним» стволом, а потім йому на заміну встановлюється виготовлений за замовленням - з нержавіючої сталі. У будь-якому випадку з міркувань безпеки стволи нарізної зброї гартуються до невисокої твердості — не вище 25-32 HRC — і в процесі виготовлення кілька разів проходять процедуру відпуску для зняття внутрішніх напружень в заготовці, викликаних її механічною обробкою.
Статистика свідчить, що сьогодні переважну більшість штучних високоточних стволів виготовляють з нержавіючої сталі марки 416. У той же час в масовому збройному виробництві застосовується головним чином «чорна» сталь, оскільки методи її обробки дозволяють випускати готові стволи набагато швидше. Тому не дивно, що готова заводська гвинтівка найчастіше купується з рідним «чорним» стволом, а потім йому на заміну встановлюється виготовлений за замовленням - з нержавіючої сталі. У будь-якому випадку з міркувань безпеки стволи нарізної зброї гартуються до невисокої твердості — не вище 25-32 HRC — і в процесі виготовлення кілька разів проходять процедуру відпуску для зняття внутрішніх напружень в заготовці, викликаних її механічною обробкою.
Свердління і хонінгування
Якщо ви коли-небудь намагалися зробити глибокий та ідеально рівний отвір у чому-небудь за допомогою дрилі, то напевно розумієте, наскільки це непроста справа. Безумовно, при виготовленні стволів використовуються свої методи. Зазвичай обертається ствол, а не свердло, яке тут більше схоже на карбідний різець. Процес свердління здійснюється на низькій швидкості, і на одну заготовку витрачається десь близько півгодини.

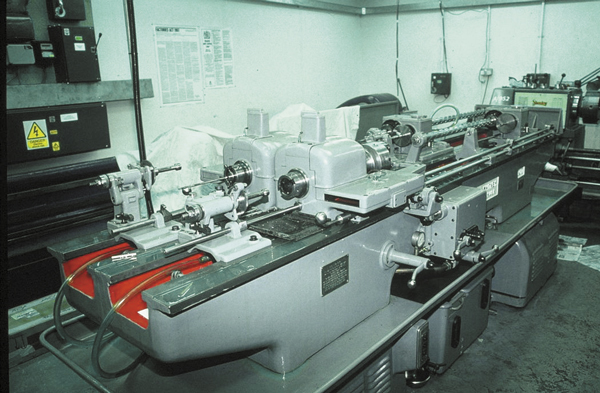
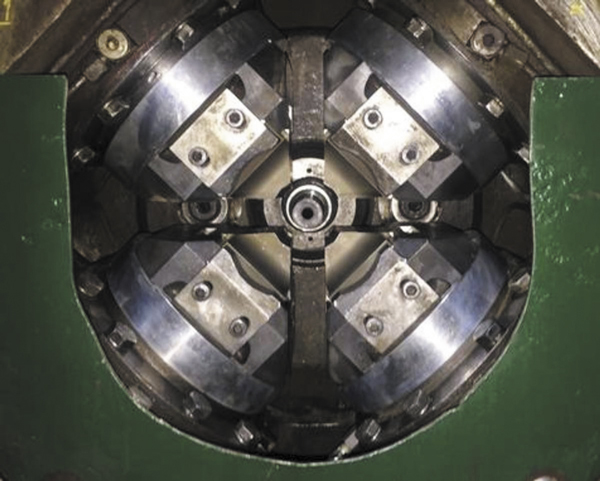
Верстат для свердління заготовок стволів
Свердління і формування нарізів у каналі ствола — особливий процес, і тут потрібні спеціальне обладнання і специфічні верстати, які не використовуються в інших видах збройових робіт. Це одна з причин, чому виробники стволів часто незалежні від виробників готової зброї і спеціалізуються тільки на стволах і ні на чому більше. 
Заготовка ствола
Свердло залишає характерні позначки — адже для того, щоб нарізний ствол вийшов кучним, його канал ще до формування нарізів повинен бути ідеально круглим і рівним, а також мати абсолютно однаковий діаметр по всій довжині. Тому канал ствола не просто висвердлюється, але в подальшому ще й проточується розгорткою і шліфується, а іноді і додатково хонінгується для максимальної однорідності поверхні. Наскільки вдасться наблизитися до еталону, залежить від інструментів і майстерності оператора, а також якості та однорідності сталі в заготовці — адже невеликі локальні зміни твердості здатні вплинути на хід свердла або розгортки. Таким чином, вкраплення і вади сталі можуть виявитися ділянками, на яких куля при розгоні буде «спотикатися», а то і й частково деформувати свою оболонку. Зрозуміло, це негативно позначиться на кучності.

Перші верстати для формування нарізів у каналі ствола методом стругання були досить примітивні
До речі, саме конструкція розгортки і технологія її застосування після свердління зазвичай є одним їх найважливіших «ноу-хау» кожного виробника стволів. Адже дуже важливо також отримати однаковий діаметр каналу ствола від патронника до самого дулового зрізу. Якщо з боку дулового зрізу діаметр на риску більше, то бажаної кучності знову-таки не буде. А ось більш вільний ствол з боку патронника, навпаки, має право на існування. Всі ці нюанси вивіряються на виробництві з допомогою спеціальних приладів — нутромірів та повітряних датчиків. Самостійно перевірити таке при виборі готової гвинтівки вкрай складно, а улюблений в народі промір ствола калібрами актуальний лише для зношеної армійської зброї, оскільки здатен діагностувати тільки зміну діаметру ствола по полям нарізів. А це лише половина справи.
Формування нарізів у каналі ствола
Історично першим способом створення нарізів у каналі ствола було їх стругання (cut rifling), і цей спосіб у багатьох колах досі вважається неперевершеним з точки зору якості. Одноточечное шпалерное стругання, що виконується на синусних верстатах виробництва Pratt & Whitney, досягло досконалості в 1940-х роках, після чого йому на зміну прийшли більш швидкі і дешеві технології.
Верстати Pratt & Whitney серії «B» для нарізки стволів методом шпалерного стругання створені на початку Другої Світової війни — і досі у строю
Метод стругання вимагає складного обладнання, великого досвіду і тривалих витрат часу. Однак у нього є безсумнівні переваги: передусім, стругання не вносить в сталь ствольної заготовки додаткових напруг. Також важливо, що методом стругання можна виконати в стволі будь-яку конфігурацію нарізів, яку тільки хочеться замовнику. Можна вказати специфічні особливості співвідношення площі нарізів і полів, їхню кількість, а також витримати крок нарізів з точністю до тисячної дюйма. Можна експериментувати з так званими прогресивними твістами і т. д. — іншими словами, можливості тут майже безмежні, якщо дозволяють кошти. Методом стругання стволи виготовляють Bartlein, Border, Brux, Hawk Hill Custom, Krieger, Obermeyer. 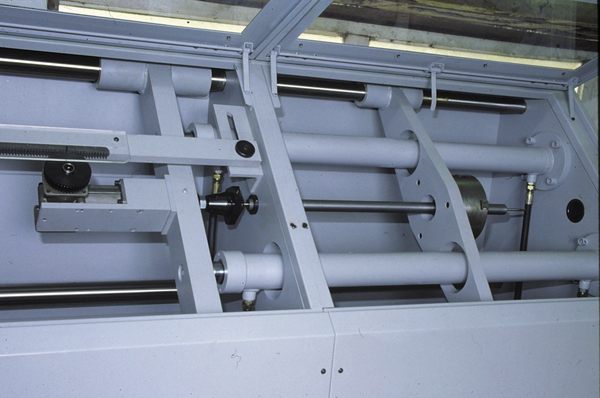
Верстат для нарізки стволів методом дорнування
Другим за популярністю і поширеністю в високоточній стрільбі методом виготовлення нарізів є дорнування (button rifling). Через гладкий канал ствола протягують (іноді — проштовхують) твердий «гудзик»-дорн веретеноподібної форми, який виготовлено з карбіду вольфраму. Своїми виступами цей «гудзик» видавлює в сталі канавки-нарізи, ущільнюючи і зміщуючи метал у цих місцях.

Основний інструмент — дорн
Дорнування — більш швидкий і дешевий спосіб отримання нарізів, ніж стругання: на виготовлення одного ствола витрачається не більше хвилини, а машина для дорнування незрівнянно простіше і дешевше, ніж синусний верстат. Звучить чудово, але сама по собі технологія досить складна, її було налагоджено в середині минулого століття на заводах Remington, у тому числі відомим Майком Уокером, «батьком» гвинтівки Remington 700. Проте створення високоякісних стволів за допомогою дорнування також має масу нюансів. По-перше, сталь має «ефект пам'яті» — тому у «гудзика» дорна діаметр на кілька тисячних дюйма більше, ніж необхідно. По-друге, потрібно стежити за рівномірністю проходження «гудзичка», для чого дуже важливо правильно підібрати мастило. У місцях, де сталь заготовки ствола більш тверда, гудзик може зміститися, і глибина нарізу тут може виявитися менше, ніж з протилежного боку. А це означає зіпсований ствол. Також при дорнувані непросто підтримувати рівномірність закручування нарізів. Якщо при виробництві буде допущено прослизання, і крок нарізів, нехай навіть дуже ненабагато, зміниться від крутого до більш пологого — такий ствол, на жаль, кучно стріляти не буде.
Дорнування залишає в стволі багато точок напруження, які необхідно зняти додаткової термообробкою. І все одно повністю позбутися напруги виходить не завжди. В результаті, при подальших операціях зі стволом (формуванні контуру, нанесення канелюр) вони можуть виявитися у вигляді локальних мікрозмін геометрії каналу. Але порівняно з наступним методом виробництва стволів — це все квіточки. Поки ж зазначимо, що в бенчресті конкуренція між струганими і дорнованими стволами триває досить давно, і в руках іменитих стрільців обидві технології демонструють чудові результати. Дорновані стволи випускають Anschütz, Benchmark, Broughton, Criterion, Douglas, Hart, Lilja, Lothar Walther, Schneider, Shilen, Spencer, Wilson Arms і багато інших. З виробників заводських гвинтівок це, наприклад, Savage Arms. Нарешті, у період Другої світової війни в Європі зародився і набув поширення надшвидкий метод отримання нарізних стволів в промислових кількостях — холодне кування (hammer forging). Придумали і розробили його, зрозуміло, німці, яким необхідно було випускати величезну кількість стволів для MG42 та інших кулеметів. У процесі холодного кування просвердлена болванка піддається ротаційному проковуванню навколо оправки із дзеркальним зображенням нарізів, в ході цього процесу подовжуючись на добру третину, «схуднувши» також приблизно втричі і у фіналі набуваючи завершеного контуру ствола. Сучасні кувальні машини дозволяють створити ствол необхідного контуру відразу з патронником потрібного калібру — і все це буквально за лічені хвилини! 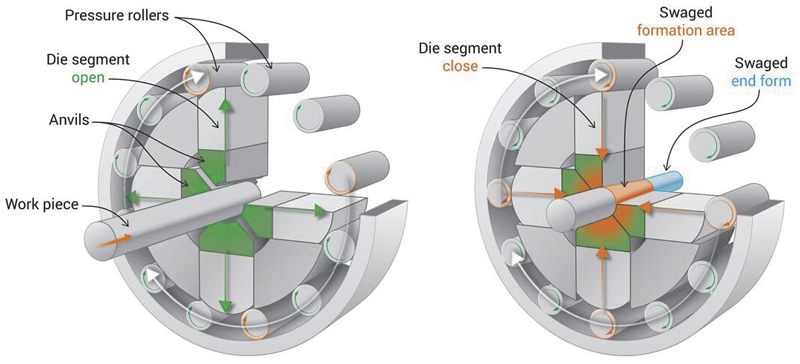
Деформація сталі при куванні, з одного боку, зміцнює її, завдяки чому ковані стволи відрізняються завидною живучістю. З іншого ж, ковка вносить в сталь ствола жахливу кількість точок напруження, зняти які буде дуже складно навіть подвійним відпуском або кріогенною обробкою. В результаті в стрілецькому спорті ставлення до кованих стволів склалося неоднозначне: хтось вважає їх кращими стволами з усіх, інші ж взагалі не розглядають всерйоз. Також зауважимо, що кованими зазвичай бувають стволи, виготовлені з хром-молібденової сталі — 416-а «нержавійка» холодному куванню піддається погано, і замість неї використовується сталь марки 410 з дещо зниженим вмістом хрому. Особливо варто відзначити, що кування стволів — доля великих збройових корпорацій, яким необхідна максимальна продуктивність і велика кількість стволів. Адже холодне кування неможливо здійснити в умовах невеликої майстерні: сучасна кувальна машина коштує до мільйона доларів! Тому куванням виготовляють стволи лише компанії, що випускають зброю великими партіями. Це Remington, Ruger, Steyr, Sako, FN, Heckler & Koch, Sauer, Blaser та ряд інших. І слід зазначити, що недоліки технології холодного ротаційного кування ніяк не заважають цим компаніям випускати спортивно-мисливську та снайперську зброю вищої категорії якості, яка стріляє дуже добре.
 Машина для ротаційного холодного кування стволів — дорого, голосно, швидко
Машина для ротаційного холодного кування стволів — дорого, голосно, швидко
Що краще? На думку багатьох авторитетних стрільців, в сучасному виробництві важливий не стільки якийсь конкретний метод виготовлення ствола, скільки знання і дотримання всіх тонкощів обраної технології. Дійсно, в США в різноманітних змаганнях регулярно перемагають стволи різних виробників — як дорновані, так і стругані; і попит на них визначається частіше за все... модою! Стосовно ж конфігурації та кількості нарізів, то в цьому питанні досі панує різноманітність. Пропонуються стволи з кількістю нарізів від трьох до восьми, також все ще актуальні полігональні нарізи, а останнім часом особливо модною вважається нарізка типу 5R і т. д. Це говорить про те, що єдиного рецепту тут немає, і добре зроблений ствол з будь-якою кількістю і формою нарізів буде стріляти кучно. Що ж стосується експериментів з відношенням між розмірами нарізів і полів, то відомо лише, що вузькі і низькі поля менше деформують кулю, проте швидше зношуються і вигорають. Втім, це й так очевидно.

Компанія Steyr пишається цією технологією, її стволи несуть на собі відбитки кувальних молотів
Важливе зауваження: стволи, виконані методом дорнування і кування, краще не піддавати значній механічній обробці, тобто купувати їх бажано відразу ж в потрібному контурі. Зміна зовнішніх розмірів таких стволів, що спричинена зрізанням маси стали, за умови незнятих залишкових точок напруження і «пам'яті» металу може призводити до виникнення спотворень геометрії каналу ствола. Скажімо, якщо ствол при дорнуванні був циліндричним, а потім зброяр зробив його контурування під конус і зняв помітну частину діаметра на дуловому зрізі, то це може привести до розширення каналу та появи «розтруба» — і, відповідно, падіння кучності. Ще один момент: канелюри, які іноді роблять на матчевій зброї для зниження її маси і поліпшення охолодження (а по правді, найчастіше просто для краси). Їх можна без проблем зробити на струганому бланку, але не бажано робити на бланку дорнованому — з вищезазначених причин. Ну, а що стосується кування, то розумніше за все буде ніяк не змінювати геометрію такого ствола після його виходу з кувальної машини.
Доведення, полірування і контроль якості
Після формування нарізів всі матчеві стволи проходять фінішне шліфування (lapping), полірування і контроль якості. Для отримання необхідної шорсткості внутрішньої поверхні каналу (а вона не повинна бути ані надмірно шорсткою, ані надто гладкою) виробник шліфує з допомогою свинцевого притира і абразивних паст. В ході фінішного шліфування розміри нарізів і полів приводять у відповідність з номінальними, заданими замовником. Зазвичай, стволи вищої якості мають відхилення не більше 0,0003" від номінального діаметра, причому по всій довжині каналу ствола. 
Заводські стволи можна дополірувати правильним застосуванням спеціальних паст
Тут саме час сказати: фінішне шліфування відбувається вручну, забирає багато часу і сил, а значить — досить затратне та дороге. Тому його роблять тільки виробники стволів топ-класу. Більшість заводських гвинтівок нижньої і середньої цінової категорії мають неполіровані стволи, і з допомогою бороскопа в них дуже добре видно поперечні і поздовжні марки, відмітки від інструменту та інші вади. Деякі стрільці вважають, що дану ситуацію можна намагатися виправити самостійно — за допомогою полірувальних паст типу J-B або Iosso. Їхнє грамотне застосування на бюджетних заводських стволах дійсно найчастіше дає позитивний результат (детальніше ми розповідали про цей метод в одному з попередніх номерів журналу). Однак не плекайте надію в домашніх умовах отримати таке ж «дзеркало» поверхні каналу ствола, як у кастом-виробів — це вкрай малоймовірно.
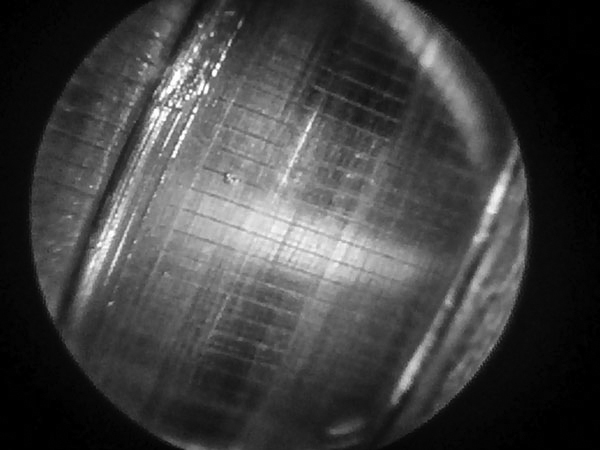
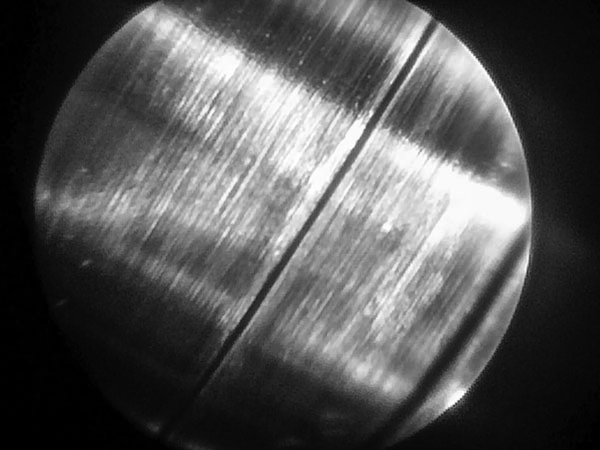
Якість каналу ствола заводського і ствола преміум-категорії помітно відрізняється при вивченні в бороскоп
Що ж стосується шліфування з використанням свинцевого притира та абразивів, то робити його на готовому стволі не варто. По-перше, цим ви однозначно «просадите» діаметри ствола на декілька сотих міліметра, чим вкоротите термін його служби. По-друге, в процесі притирання на кінцях ствола неминуче формується «розтруб» — деяке збільшення діаметру в порівнянні з середньою частиною. Через це від ствольної заготовки з боку майбутнього дулового зрізу зазвичай відрізається і викидається фрагмент довжиною 30-150 мм. У випадку з готовим стволом так зробити, мабуть, не вийде, і в результаті шкоду від такого рукоприкладства може перевершити користь.
Фінішна поліровка каналу ствола робиться вручну та забирає багато часу і сил
Тут таки потрібно відзначити, що добре стріляти можуть і навіть дуже шорсткі стволи, що регулярно спостерігається, наприклад, у гвинтівок Savage Arms: видимий в бороскоп «рашпіль» внутрішньої поверхні не заважає їм кучно стріляти. А ось забруднюватися (і, відповідно, чиститися) шорсткий бюджетний і дорогий штучний стволи будуть абсолютно по-різному. У першому випадку це може бути багатогодинна процедура з великими витратами «хімії» і сил або інтенсивне використання паст. У другому ж чистка може обмежитися декількома проходами йоржа і десятком патчів з не самої агресивною збройовою «хімією».
Формування контуру і надання габаритів
На цьому етапі потрібно вирішити два одвічних питання, які мучать стрільців від самої появи нарізної зброї. Перший і найважливіший: наскільки товстим повинен бути ствол, щоб показувати найкращу кучність?
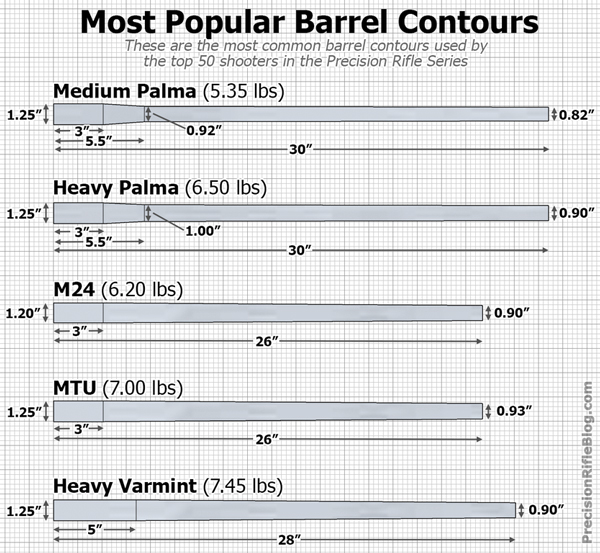
Контури стволів, якими користуються у високоточній стрільбі PRS
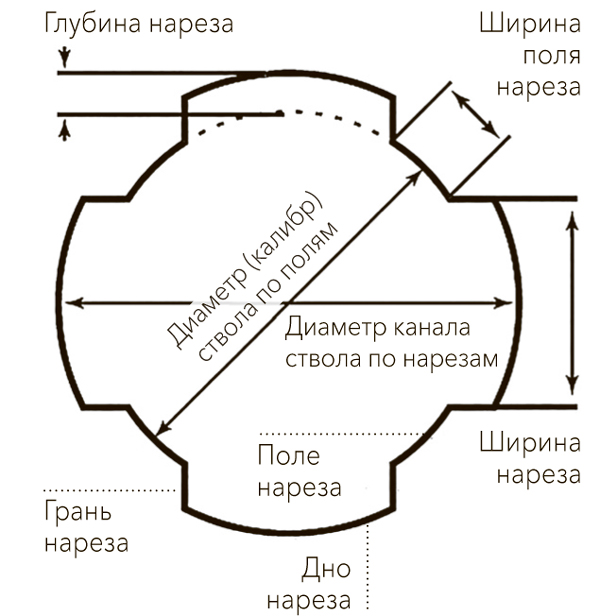
Поперечний переріз каналу нарізного ствола
Безумовно, більш товстий ствол з точки зору кучності більш бажаний — двох думок тут бути не може. Однак у прагненні отримати максимум від замовного матчевого ствола вищої категорії деякі стрільці часто-густо пускаються берега з його товщиною. Точніше, не замислюються про таку штуку, як вивішена маса — адже у сучасних високоточних гвинтівок ствол зазвичай вільно вивішений і кріпиться в ресивері гвинтівки на різьбовому з'єднанні. При цьому довжина різьбової ділянки складає всього 30-40 мм, в той час як довжина самого ствола може доходити до 760 мм — і це при товщині 21-25 мм на дуловому зрізі! Все це призводить до того, що маса вивішеної ділянки ствола може досягати 4 кг і більше. Уявляєте, який згинальний момент створює ця, висловлюючись мовою сопромату, «консольна балка»? І все це навантаження приймає на себе ресивер, адже у типової гвинтівки він зазвичай має безліч послаблюючих вирізів і отворів — вікно викиду гільзи, виріз під шахту магазина... І, відповідно, іноді ослаблений ресивер не здатен утримати таке навантаження без помітної деформації своєї геометрії навіть у стані спокою. Що вже говорити про постріл...
 Типи нарізів стволів гвинтівок
Типи нарізів стволів гвинтівок
Щоб не розтікатися думкою по дереву, конкретизуємо: чим довший ствол, тим тонше має бути його контур при інших рівних! Деякі вчені (і, у першу чергу, сам виробник), наприклад, вважають нерозсудливим встановлювати в стандартний ресивер Remington 700 ствол більш товстого контуру, ніж Remington Varmint/Sendero (довжина з патронником — 660 мм, діаметр на дуловому зрізі — 21 мм), і в цьому є резон. Якщо ж вам неодмінно потрібно вкрутити на заміну худенькому заводському стволику довгий і товстий «лом», то не забудьте про повний беддінг з формуванням «постілі» не тільки під ресивером, але і під казенною частиною ствола. Або ж взагалі подумайте про перехід на кріплення типу «ствольний блок», при якому вільно вивішеним буде ресивер гвинтівки. І, до речі: подібні заходи є майже обов'язковими, якщо ресивер вашої зброї не сталевий, а алюмінієвий або титановий.
Яку довжину ствола обрати?
Це справа смаку, але якщо зовсім коротко, то практичні значення — від 20 до 26“ (510-660 мм). Ствол може бути коротше, якщо дистанції стрільби обмежені короткими і середніми відстанями, або довше — для великих і позамежних. Але знову ж: більш короткий ствол можна буде залишити більш товстим, а це забезпечить йому велику жорсткість і, ймовірно, кращу кучність! Також має сенс робити його коротшим, якщо планується стрільба переважно із застосуванням саунд-модератора — для збереження оптимальної довжини і балансу усієї зброї. Безумовно, в кожному калібрі і для кожного стрільця оптимальним значенням довжини ствола буде його власне. Однак пам'ятайте, що, згідно з експериментальними даними, для більшості звичайних калібрів скорочення довжини ствола на 10 см дає зниження початкової швидкості на 20-45 м/с. Багато це чи ні — вирішувати вам.
Розгортання патронника і встановлення ствола в гвинтівку
Здавалося б: у порівнянні з виготовленням самого ствола висвердлити в ньому патронник і зробити різьблення для встановлення в ресивер — завдання порівняно нескладне. Однак і тут знайдеться спосіб все зіпсувати невмілими або неточними діями зброяра. І ось чому: патронник повинен бути створений строго співвісно каналу ствола — це аксіома. Досягти ж цього на практиці непросто, оскільки для точного виставлення ствола в токарному верстаті необхідні і досвід, і терпіння, і час. В результаті недостачі будь-якого з цих трьох чинників патронник може виявитися зробленим під кутом до осі каналу або ж зміщеним відносно центру. І те, й інше негативно позначиться на кучності. 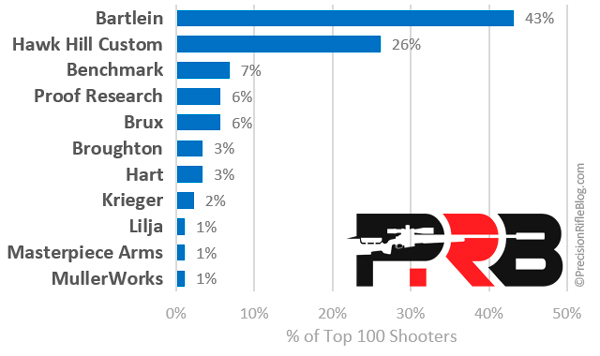
Статистика вподобань ТОП-100 стрільців PRS по брендам
Ускладнює справу те, що далеко не завжди стволи приходять до зброярів ідеально рівними. Ствольна сталь відносно м'яка і деформується досить легко. Втім, це не завжди є перешкодою: відомі випадки, коли кучно стріляли стволи, викривлення яких було помітно неозброєним оком! Причому кучність ця була бенчрест-класу — хрестоматійним прикладом служить ствол-«змія» Спіді Гонсалеза, з яким він встановив відразу кілька рекордів. Інша справа, як у такому разі нарізати патронник? Питання неоднозначне, і тільки досвід та інтуїція бувалого зброяра зможуть на нього відповісти. 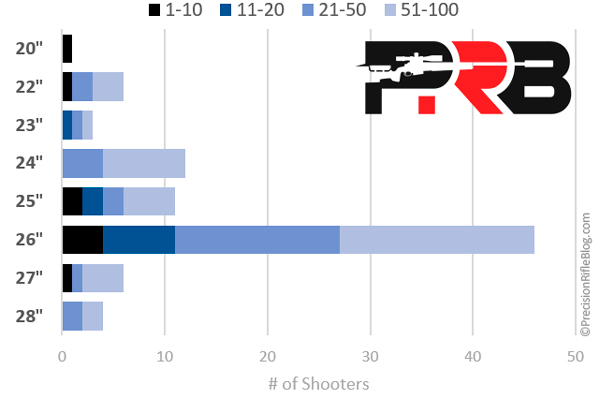
Статистика вподобань ТОП-100 стрільців PRS по довжині ствола
Важливим моментом є конфігурація кульового входу. На думку ряду зброярів, вона повинна бути точно узгоджена з формою оживала конкретної кулі, якою має намір стріляти з майбутньої гвинтівки її власник. Якість і гострота інструменту, що його було застосовано, безпосередньо впливають на те, наскільки сильно ствол буде «обміднено» при стрільбі, і скільки часу буде потрібно для його обкатки — оскільки в прецизійних стволах, полірованих вручну, саме ця область обкатується на початку їхньої експлуатації. Також важливо, щоб діаметр кульового входу був не більше, ніж необхідно — так і довжина його не повинна бути надмірною.
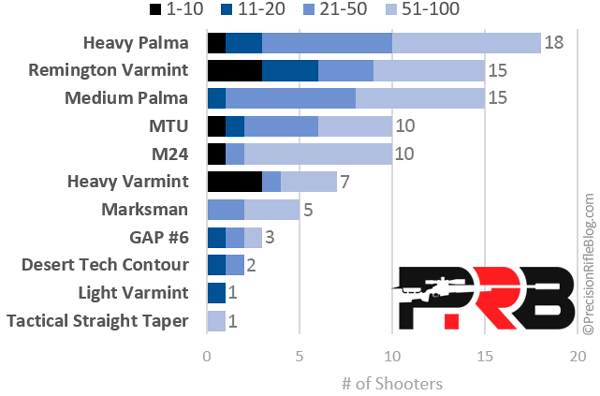
Статистика вподобань ТОП-100 стрільців PRS по контуру ствола
Що ж стосується заводських стволів, нерідкі випадки, коли їх пульний вхід зроблено надзвичайно глибоким, а нарізи починаються нерівномірно — на різній відстані від патронника. І поки перші частки міліметра пульного входу не вигорять з настрілом — і нарізи тим самим не підрівняються, — сподіватися на еталонну купчастість не варто. Різьба, за допомогою якої ствол кріпиться до ресивера, повинна бути виконана так, щоб установка ствола в ресивер відбувалася з необхідним зусиллям — і так, щоб ствол і ресивер були строго співвісні один одному. Це непросто, і більшість недорогих заводських гвинтівок не можуть цим похвалитися, оскільки різьба у їх кореневої частини виконується за прискореною технологією і не дуже якісно.
Що робить одні стволи більш кучними, ніж інші?
Як випливає з вищесказаного, існує безліч факторів, які визначають кучність ствола стрілецької зброї. Перерахуємо лише деякі з найбільш поширених: 1) якість і однорідність сталі заготовки; 2) відсутність внутрішніх точок напруги; симетричність геометрії нарізів; 3) однаковість ширини і глибини нарізів по всій їх довжині; 4) рівномірність кроку нарізів по всій довжині ствола; 5) рівномірність діаметрів каналу ствола по полям і (особливо!) по нарізам; 6) якість обробки внутрішньої поверхні ствола; 7) співвісність і концентричність патронника; 8) конфігурація кульового входу; 9) «корона» дулового зрізу; 10) вирівнювання різьб і упорів при установці ствола в ресивер; 11) якість чищення та догляду за стволом. 
Cadex Kraken
Може стрілець контролювати більшість з цих чинників при виборі та купівлі нового ствола або готової гвинтівки? Навряд чи. Адже для цього потрібно набагато більш специфічне обладнання, ніж бороскоп і банальний набір калібрів — а також вміння ним користуватися.

Blaser R8 GRS Long Range
Що ж залишається? Одним з радикальних варіантів вирішення «проблеми перествола» є придбання мультикаліберного стрілецького комплексу з можливістю швидкої заміни стволів без залучення зброяра. До таких належать як суто тактичні (Accuracy International AXMC, Cadex Kraken, Surgeon CSR), так і більш звичні нам мисливсько-спортивні системи (Blaser R8, Roessler Titan 6). У більшості цих систем для заміни ствола потрібен мінімальний набір інструментів і 10-15 хвилин часу.

Accuracy International AXMC
В інших випадках, коли ствол у гвинтівки один і можливість швидкої заміни відсутня, залишається лише покладатися на авторитет виробника ствола і на добре ім'я і досвід зброяра, який вам його встановить. Або — при купівлі готової гвинтівки — на рівень бренду і на відгуки й результати інших стрільців. Але підходити до питання вибору все одно варто максимально свідомо. Саме з такою метою і була написана ця стаття.

Roessler Titan 6 Target
А ще нам з вами залишається стріляти і планомірно і безперервно вдосконалювати власні стрілецькі навички. Тому що, як свідчать недавні турніри, аж ніяк не відоме ім’я виробника ствола, дорожнеча і «крутизна» моделі гвинтівки не впливають на результат! Значення мають насамперед навички, знання, досвід і вміння стрільця. Адже наші гвинтівки, чого гріха таїти, дуже часто стріляють набагато точніше нас самих. І перш ніж стрімголов кидатися навздогін за новим стволом, непогано було б переконатися, що потенціал попереднього ви дійсно здатні реалізувати на всі 100%.
Стаття опублікована в журналі "Світ захоплень: Мисливство&Зброя" в №1 за 2018 рік.